ZWIERZĘ DOMOWE
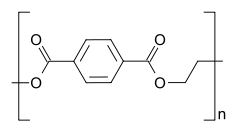
Politereftalan etylenu (czasami zapisywany jako poli(tereftalan etylenu)), powszechnie nazywany skrótem ZWIERZĘ DOMOWE, PETElub przestarzały PETP lub PET-P, jest najpowszechniejszy termoplastyczny polimer żywica poliester rodziny i jest stosowany we włóknach do odzieży, Pojemniki do płynów i żywności, termoformowanie do celów produkcyjnych oraz w połączeniu z włóknem szklanym do żywic konstrukcyjnych.
Można go również określać nazwą marki Dakrona; w Brytanii, Terylen; lub, w Rosji i byłym Związku Radzieckim, Ławsan.
Większość światowej produkcji PET przeznaczona jest na włókna syntetyczne (ponad 60%), a produkcja butelek odpowiada za około 30% światowego popytu. W kontekście zastosowań tekstylnych PET określa się potoczną nazwą, poliester, podczas gdy akronim ZWIERZĘ DOMOWE jest powszechnie stosowany w odniesieniu do opakowań. Poliester stanowi około 18% światowej produkcji polimerów i jest czwartym pod względem produkcji polimer; polietylen(WP), polipropylen (PP) i chlorek winylu (PVC) zajmują odpowiednio pierwsze, drugie i trzecie miejsce.
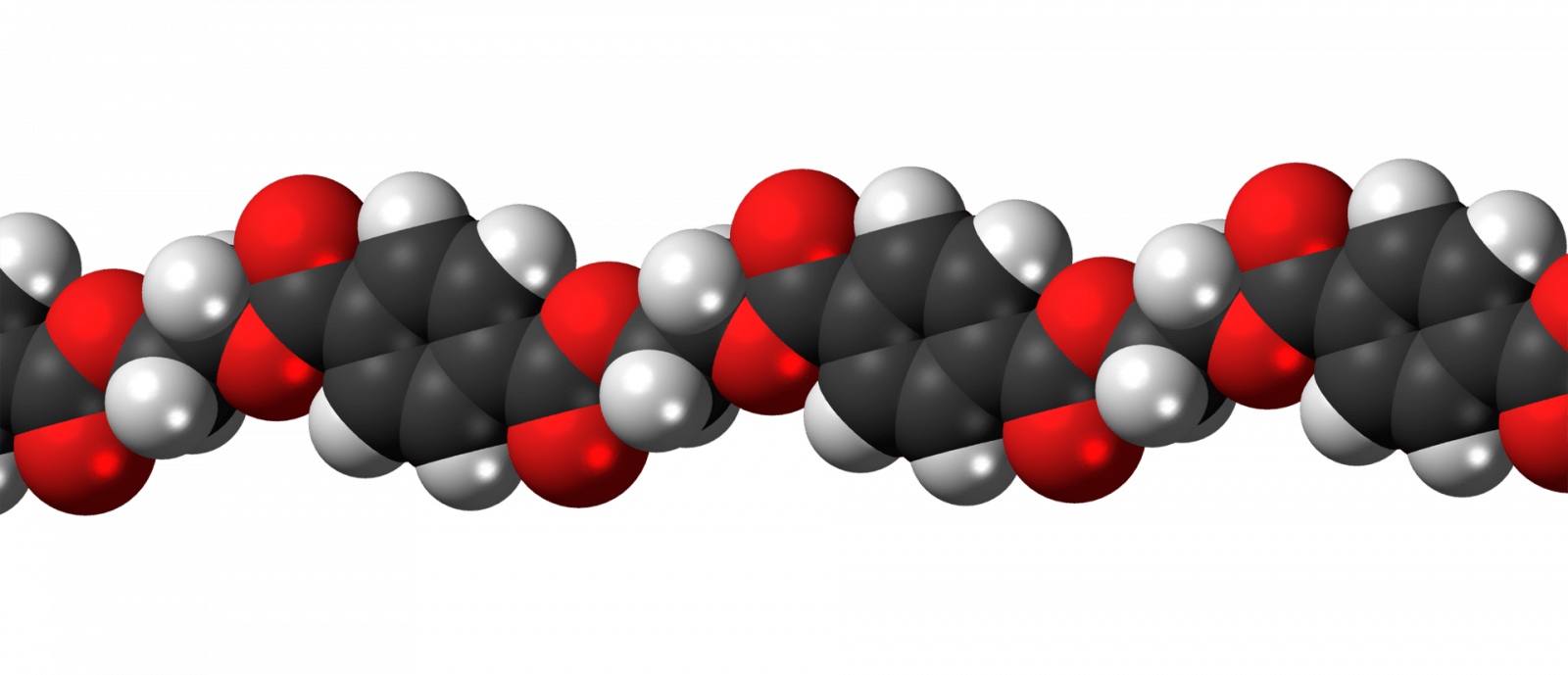
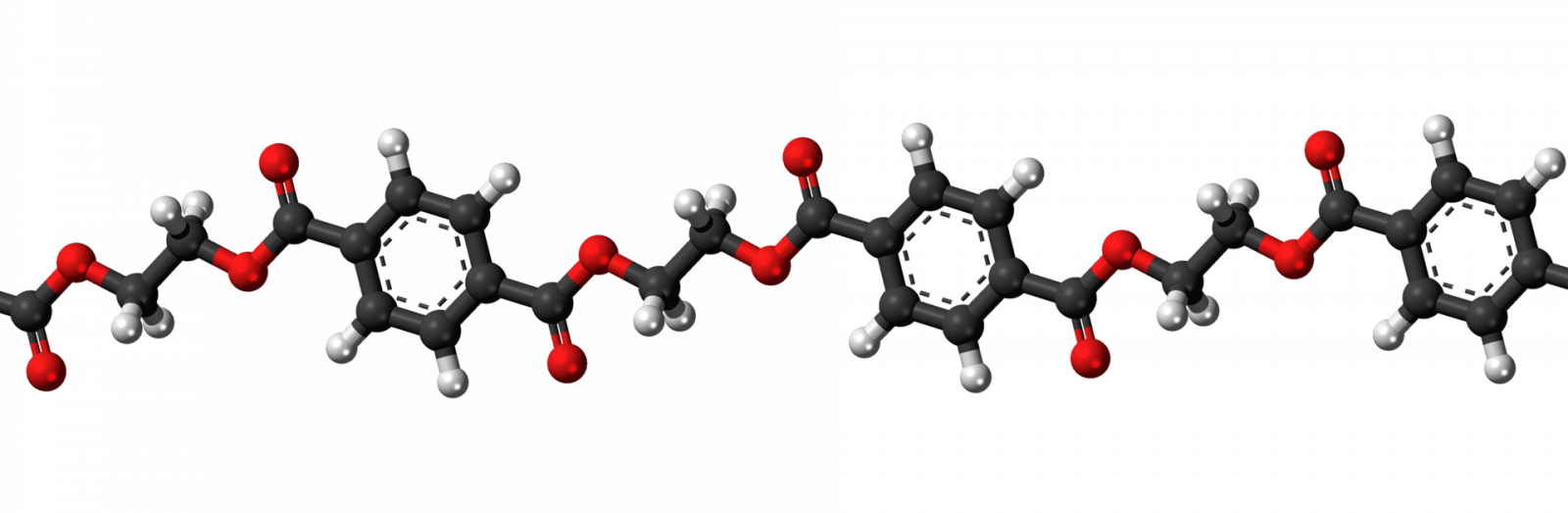
PET składa się z spolimeryzowany jednostki monomeru tereftalanu etylenu, z powtórzeniem (C10H8O4) jednostki. PET jest powszechnie poddawany recyklingowi i ma numer 1 jako symbol recyklingu.
W zależności od historii przetwarzania i temperatury, tereftalan polietylenu może istnieć zarówno jako amorficzny (przezroczysty), jak i polimer półkrystaliczny. Materiał półkrystaliczny może wydawać się przezroczysty (wielkość cząstek < 500 nm) lub nieprzezroczysty i biały (wielkość cząstek do kilku mikrometrów), w zależności od jego struktury krystalicznej i wielkości cząstek. Jego monomer bis (2-hydroksyetylo) tereftalan mogą być syntetyzowane przez estryfikacja reakcja między kwas tereftalowy i glikol etylenowy z wodą jako produktem ubocznym lub przez transestryfikacja reakcja między glikol etylenowy i tereftalan dimetylu w metanol jako produkt uboczny. Polimeryzacja zachodzi poprzez a polikondensacja reakcja monomerów (przeprowadzona natychmiast po estryfikacji / transestryfikacji) z wodą jako produktem ubocznym.
| nazwy | |
|---|---|
| Nazwa IUPAC
Poli(benzeno-1,4-dikarboksylan etylu)
|
|
| Identyfikatory | |
| 25038-59-9 |
|
| Skróty | PETE, PETE |
| Właściwości | |
| (C10H8O4)n | |
| Masa molowa | zmienna |
| Gęstość | 1.38 g / cm3 (20 ° C), bezpostaciowy: 1.370 g / cm3, pojedynczy kryształ: 1.455 g / cm3 |
| Temperatura topnienia | > 250°C, 260°C |
| Temperatura wrzenia | > 350 °C (rozkłada się) |
| praktycznie nierozpuszczalny | |
| Przewodność cieplna | 0.15 do 0.24 Wm-1 K-1 |
| 1.57–1.58, 1.5750 | |
| Termochemia | |
| 1.0 kJ / (kg · K) | |
| Związki pokrewne | |
|
Związane z Monomery
|
Kwas tereftalowy Glikol etylenowy |
|
O ile nie zaznaczono inaczej, podane są dane dotyczące materiałów w ich materiałach stan standardowy (w temperaturze 25°C [77°F], 100 kPa).
|
|
Używa
Ponieważ PET jest doskonałym materiałem barierowym dla wody i wilgoci, plastikowe butelki wykonane z PET są szeroko stosowane do napojów bezalkoholowych (patrz nasycanie dwutlenkiem węgla). W przypadku niektórych butelek specjalistycznych, takich jak te przeznaczone do przechowywania piwa, PET nakłada dodatkową warstwę alkoholu poliwinylowego (PVOH), aby jeszcze bardziej zmniejszyć przepuszczalność tlenu.
Dwuosiowo zorientowany PET folię (często znaną pod jedną z nazw handlowych „Mylar”) można aluminizować poprzez odparowanie na niej cienkiej warstwy metalu w celu zmniejszenia jej przepuszczalności oraz nadania jej odblaskowości i nieprzezroczystości (MPET). Te właściwości są przydatne w wielu zastosowaniach, w tym w elastycznej żywności opakowania i izolacja cieplna. Widzieć: "koce kosmiczne„. Ze względu na wysoką wytrzymałość mechaniczną folia PET jest często stosowana w zastosowaniach taśmowych, takich jak nośnik taśmy magnetycznej lub podkład dla taśm samoprzylepnych.
Nie zorientowany arkusz PET może być kształtowany termicznie do wykonywania tacek opakowaniowych i blistrów. W przypadku użycia krystalizującego PET, tac można używać do mrożonych obiadów, ponieważ wytrzymują one zarówno temperatury zamrażania, jak i pieczenia w piekarniku. W przeciwieństwie do amorficznego PET, który jest przezroczysty, krystalizujący PET lub CPET ma zwykle kolor czarny.
Wypełniony cząstkami lub włóknami szklanymi staje się znacznie sztywniejszy i trwalszy.
PET jest również stosowany jako substrat w cienkich warstwach ogniw słonecznych.
Terylen jest również łączony z wierzchołkami lin dzwonkowych, aby zapobiec zużyciu lin podczas ich przechodzenia przez sufit.
Historia
PET został opatentowany w 1941 roku przez Johna Rexa Whinfielda, Jamesa Tennanta Dicksona i ich pracodawcę, Stowarzyszenie Calico Printers' Association of Manchester w Anglii. Firma EI DuPont de Nemours z Delaware w USA po raz pierwszy użyła znaku towarowego Mylar w czerwcu 1951 r. i uzyskała jego rejestrację w 1952 r. Jest to nadal najbardziej znana nazwa używana w odniesieniu do folii poliestrowej. Obecnym właścicielem znaku towarowego jest DuPont Teijin Films US, spółka partnerska z japońską firmą.
W Związku Radzieckim PET został po raz pierwszy wyprodukowany w laboratoriach Instytutu Związków Wielkocząsteczkowych Akademii Nauk ZSRR w 1949 roku, a jego nazwa „Lavsan” jest akronimem (лаборатории Института всокомолекулярных сedynny Аkademicz нauk СССР).
Butelka PET została opatentowana w 1973 roku przez Nathaniela Wyetha.
Właściwości fizyczne
PET w stanie naturalnym jest bezbarwną, półkrystaliczną żywicą. W zależności od sposobu przetwarzania PET może być półsztywny lub sztywny i jest bardzo lekki. Stanowi dobrą barierę dla gazów i wilgoci, a także dla alkoholu (wymaga dodatkowej obróbki „barierowej”) i rozpuszczalników. Jest mocny i odporny na uderzenia. PET staje się biały pod wpływem chloroformu i niektórych innych substancji chemicznych, takich jak toluen.
Około 60% krystalizacji to górna granica dla produktów handlowych, z wyjątkiem włókien poliestrowych. Przezroczyste produkty można wytworzyć przez szybkie ochłodzenie stopionego polimeru poniżej Tg temperaturę zeszklenia, z wytworzeniem amorficznego ciała stałego. Podobnie jak szkło, amorficzny PET tworzy się, gdy jego cząsteczkom nie ma wystarczająco dużo czasu na ułożenie się w uporządkowany, krystaliczny sposób podczas schładzania stopu. W temperaturze pokojowej cząsteczki zostają zamrożone na miejscu, ale jeśli zostanie do nich zwrócona wystarczająca ilość energii cieplnej poprzez ogrzewanie powyżej Tg, zaczynają się ponownie poruszać, umożliwiając kryształom zarodkowanie i wzrost. Procedura ta znana jest jako krystalizacja w stanie stałym.
Po pozostawieniu do ochłodzenia powoli stopiony polimer tworzy bardziej krystaliczny materiał. Ten materiał ma sferolity zawierający wiele małych krystality po krystalizacji z amorficznego ciała stałego, zamiast tworzyć jeden duży pojedynczy kryształ. Światło ma tendencję do rozpraszania się, gdy przekracza granice między krystalitami i znajdującymi się między nimi obszarami amorficznymi. To rozproszenie oznacza, że krystaliczny PET jest w większości przypadków nieprzezroczysty i biały. Ciągnienie włókien jest jednym z niewielu procesów przemysłowych, w wyniku których powstaje produkt prawie monokrystaliczny.
Lepkość graniczna

Jedną z najważniejszych cech PET jest tzw lepkość graniczna (IV).
Lepkość graniczna materiału, obliczona poprzez ekstrapolację do zera stężenia lepkości względnej na stężenie mierzone w decylitery na gram (dℓ/g). Lepkość istotna zależy od długości łańcuchów polimeru, ale nie ma jednostek ze względu na ekstrapolację do zerowego stężenia. Im dłuższe łańcuchy polimeru, tym więcej splątań pomiędzy łańcuchami, a zatem tym wyższa lepkość. W trakcie można kontrolować średnią długość łańcucha konkretnej partii żywicy polikondensacja.
Zakres lepkości istotnej PET:
Klasa włókna
- 0.40–0.70 Tekstylny
- 0.72–0.98 Techniczny, kord oponowy
Stopień filmowy
- 0.60-0.70 BOPET (dwuosiowo zorientowana folia PET)
- 0.70–1.00 Gatunek blachy dla termoformowanie
Klasa butelkowa
- 0.70–0.78 Butelki na wodę (płaskie)
- 0.78–0.85 Gatunek gazowanych napojów bezalkoholowych
Monofilament, tworzywo konstrukcyjne
- 1.00-2.00
Wysuszenie
PET jest higroskopijny, co oznacza, że pochłania wodę z otoczenia. Jednakże, gdy ten „wilgotny” PET zostanie następnie podgrzany, woda hydrolizuje PET, zmniejszając jego odporność. Dlatego zanim żywica będzie mogła zostać przetworzona w maszynie formierskiej, należy ją wysuszyć. Suszenie osiąga się za pomocą środek osuszający lub suszarki przed wprowadzeniem PET do sprzętu przetwarzającego.
Wewnątrz suszarki gorące, suche powietrze pompowane jest na dno leja zasypowego zawierającego żywicę, dzięki czemu przepływa przez pelety, usuwając po drodze wilgoć. Gorące, wilgotne powietrze opuszcza górną część leja zasypowego i najpierw przepływa przez chłodnicę końcową, ponieważ łatwiej jest usunąć wilgoć z zimnego powietrza niż z gorącego powietrza. Powstałe chłodne, wilgotne powietrze przepuszcza się następnie przez złoże środka suszącego. Na koniec chłodne, suche powietrze opuszczające złoże środka suszącego jest ponownie podgrzewane w nagrzewnicy procesowej i przesyłane z powrotem przez te same procesy w pętli zamkniętej. Zazwyczaj poziom wilgoci resztkowej w żywicy musi być mniejszy niż 50 części na milion (części wody na milion części żywicy wagowo) przed przetwarzaniem. Czas przebywania suszarki nie powinien być krótszy niż około czterech godzin. Dzieje się tak, ponieważ suszenie materiału w czasie krótszym niż 4 godziny wymagałoby temperatury powyżej 160°C hydroliza rozpocznie się wewnątrz peletek, zanim będą mogły zostać wysuszone.
PET można również suszyć w suszarniach do żywic na sprężone powietrze. Osuszacze na sprężone powietrze nie wykorzystują ponownie powietrza suszącego. Suche, podgrzane sprężone powietrze przepływa przez granulki PET jak w suszarce ze środkiem osuszającym, a następnie jest uwalniane do atmosfery.
Kopolimery
Oprócz czystego (homopolimer) PET, PET modyfikowany przez kopolimeryzacja jest dostępny.
W niektórych przypadkach zmodyfikowane właściwości kopolimeru są bardziej pożądane w konkretnym zastosowaniu. Na przykład, cykloheksanodimetanol (CHDM) można dodać do szkieletu polimeru zamiast glikol etylenowy. Ponieważ ten element składowy jest znacznie większy (6 dodatkowych atomów węgla) niż jednostka glikolu etylenowego, którą zastępuje, nie pasuje on do sąsiednich łańcuchów w taki sposób, w jaki zrobiłaby to jednostka glikolu etylenowego. Zakłóca to krystalizację i obniża temperaturę topnienia polimeru. Ogólnie taki PET jest znany jako PETG lub PET-G (politereftalan etylenu modyfikowany glikolem; niektórzy producenci PETG to Eastman Chemical, SK Chemicals i Artenius Italia). PETG to przezroczysty, amorficzny materiał termoplastyczny, który można formować wtryskowo lub wytłaczać w arkuszach. Można go barwić w trakcie obróbki.
Innym popularnym modyfikatorem jest kwas izoftalowy, zastępując niektóre z 1,4- (para-) połączone tereftalan jednostki. 1,2- (orto-) lub 1,3- (meta-) połączenie wytwarza kąt w łańcuchu, co również zaburza krystaliczność.
Takie kopolimery są korzystne dla niektórych zastosowań formowania, takich jak termoformowanie, z którego wykonuje się np. opakowania tackowe lub blistrowe z folii co-PET, arkusza amorficznego PET (A-PET) lub arkusza PETG. Z drugiej strony krystalizacja jest ważna w innych zastosowaniach, w których ważna jest stabilność mechaniczna i wymiarowa, takich jak pasy bezpieczeństwa. W przypadku butelek PET zastosowanie niewielkich ilości kwasu izoftalowego, CHDM, glikol dietylenowy (DEG) lub inne komonomery mogą być przydatne: jeśli stosuje się tylko małe ilości komonomerów, krystalizacja jest spowolniona, ale nie można jej całkowicie zapobiec. W rezultacie butelki można uzyskać za pośrednictwem rozdmuchiwanie z rozciąganiem („SBM”), które są na tyle przejrzyste i krystaliczne, że stanowią odpowiednią barierę dla aromatów, a nawet gazów, takich jak dwutlenek węgla w napojach gazowanych.
Produkcja

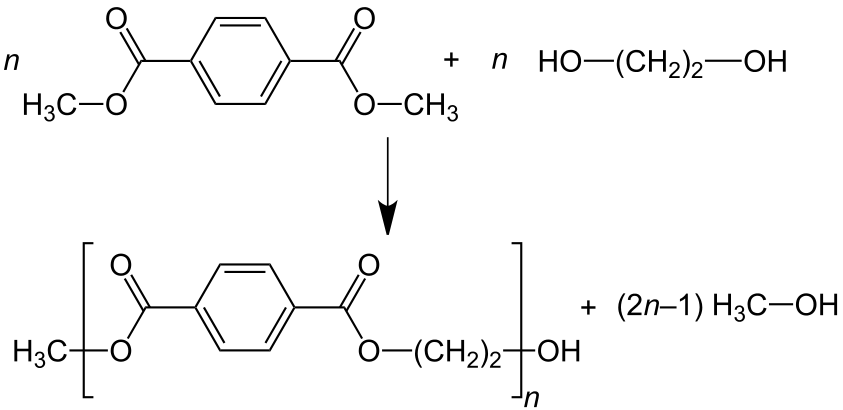
Politereftalan etylenu jest wytwarzany z glikol etylenowy i tereftalan dimetylu (C6H4(CO2CH3)2) lub kwas tereftalowy.
Ten pierwszy to transestryfikacja reakcja, podczas gdy ta ostatnia jest estryfikacja odczyn.
Proces z tereftalanem dimetylu
In tereftalan dimetylu W procesie ten związek i nadmiar glikolu etylenowego poddaje się reakcji w stopie w temperaturze 150–200 °C z dodatkiem podstawowy katalizator. Metanol (CH3OH) usuwa się przez destylację, aby przyspieszyć reakcję. Nadmiar glikolu etylenowego oddestylowuje się w wyższej temperaturze pod próżnią. Drugi etap transestryfikacji przebiega w temperaturze 270–280°C, przy jednoczesnej destylacji ciągłej glikolu etylenowego.
Reakcje są idealizowane w następujący sposób:
- Pierwszy krok
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2O)2 + 2 kan3OH
- Drugi krok
- n C6H4(CO2CH2CH2O)2 → [(CO)C6H4(CO2CH2CH2O)]n + n HIGH2CH2OH
Proces z kwasem tereftalowym
W kwas tereftalowy Proces estryfikacji glikolu etylenowego i kwasu tereftalowego odbywa się bezpośrednio pod umiarkowanym ciśnieniem (2.7–5.5 bar) i wysoką temperaturą (220–260 °C). W reakcji usuwa się wodę, a także w sposób ciągły poprzez destylację:
- n C6H4(CO2H)2 + n HIGH2CH2OH → [(CO)C6H4(CO2CH2CH2O)]n + 2n H2O
degradacja
PET podczas przetwarzania ulega różnego rodzaju degradacji. Główne degradacje, które mogą wystąpić, to hydroliza i prawdopodobnie najważniejsze utlenianie termiczne. Kiedy PET ulega degradacji, dzieje się kilka rzeczy: odbarwienie, łańcuch nacięcia co skutkuje zmniejszoną masą cząsteczkową, tworzeniem się aldehyd octowy, powiązania (formacja „żelu” lub „rybiego oka”). Przebarwienia wynikają z tworzenia się różnych układów chromoforowych w wyniku długotrwałej obróbki termicznej w podwyższonych temperaturach. Staje się to problemem, gdy wymagania optyczne stawiane polimerowi są bardzo wysokie, na przykład w zastosowaniach opakowaniowych. Degradacja termiczna i termooksydacyjna powoduje słabą charakterystykę przetwarzalności i wydajność materiału.
Jednym ze sposobów złagodzenia tego jest użycie kopolimer. Komonomery, takie jak CHDM lub kwas izoftalowy obniżyć temperaturę topnienia i zmniejszyć stopień krystaliczności PET (szczególnie ważne, gdy materiał wykorzystywany jest do produkcji butelek). Zatem żywicę można formować plastycznie w niższych temperaturach i/lub przy mniejszej sile. Pomaga to zapobiegać degradacji, zmniejszając zawartość aldehydu octowego w gotowym produkcie do akceptowalnego (to znaczy niezauważalnego) poziomu. Widzieć kopolimery, powyżej. Innym sposobem na poprawę stabilności polimeru jest zastosowanie stabilizatorów, głównie przeciwutleniaczy takich jak np fosforyny. Ostatnio rozważano również stabilizację materiału na poziomie molekularnym przy użyciu nanostrukturalnych środków chemicznych.
aldehyd octowy
aldehyd octowy jest bezbarwną, lotną substancją o owocowym zapachu. Chociaż tworzy się naturalnie w niektórych owocach, może powodować nieprzyjemny posmak w wodzie butelkowanej. Aldehyd octowy powstaje w wyniku degradacji PET w wyniku nieprawidłowego obchodzenia się z materiałem. Wysokie temperatury (PET rozkłada się powyżej 300 ° C lub 570 ° F), wysokie ciśnienia, prędkości wytłaczarki (nadmierny przepływ ścinający podnosi temperaturę) i długi czas przebywania w beczce przyczyniają się do wytwarzania aldehydu octowego. Kiedy powstaje aldehyd octowy, jego część pozostaje rozpuszczona w ściankach pojemnika, a następnie rozpraszać do produktu przechowywanego w środku, zmieniając smak i aromat. Nie stanowi to problemu w przypadku materiałów eksploatacyjnych (takich jak szampon), soków owocowych (które już zawierają aldehyd octowy) lub napojów o mocnym smaku, takich jak napoje bezalkoholowe. Jednak w przypadku wody butelkowanej niska zawartość aldehydu octowego jest dość ważna, ponieważ jeśli nic nie maskuje aromatu, nawet wyjątkowo niskie stężenie (10–20 części na miliard w wodzie) aldehydu octowego może wywołać nieprzyjemny posmak.
Antymon
Antymon (Sb) jest pierwiastkiem metaloidalnym stosowanym jako katalizator w postaci związków takich jak trójtlenek antymonu (Śr2O3) lub trioctan antymonu w produkcji PET. Po wytworzeniu na powierzchni produktu można znaleźć wykrywalną ilość antymonu. Pozostałości te można usunąć podczas mycia. Antymon pozostaje również w samym materiale i dlatego może przedostawać się do żywności i napojów. Wystawienie PET na działanie wrzenia lub podgrzewania w kuchence mikrofalowej może znacznie zwiększyć poziom antymonu, prawdopodobnie powyżej maksymalnych poziomów zanieczyszczenia USEPA. Limit wody pitnej oszacowany przez WHO wynosi 20 części na miliard (WHO, 2003), a limit wody pitnej w USA wynosi 6 części na miliard. Chociaż trójtlenek antymonu ma niską toksyczność po podaniu doustnym, jego obecność nadal budzi obawy. Szwajcarzy Federalny Urząd Zdrowia Publicznego zbadali wielkość migracji antymonu, porównując wody butelkowane w PET i w szkle: Stężenia antymonu w wodzie w butelkach PET były wyższe, ale nadal znacznie poniżej dopuszczalnego maksymalnego stężenia. Szwajcarski Federalny Urząd Zdrowia Publicznego stwierdził, że niewielkie ilości antymonu migrują z PET do wody butelkowanej, ale ryzyko dla zdrowia wynikające z wynikających z tego niskich stężeń jest znikome (1% „tolerowane dzienne spożycie„, ustalona przez KIM). Późniejsze (2006), ale szerzej nagłośnione badanie wykazało podobne ilości antymonu w wodzie w butelkach PET. WHO opublikowała ocenę ryzyka dotyczącą antymonu w wodzie pitnej.
Stwierdzono jednak, że koncentraty soków owocowych (dla których nie ustalono żadnych wytycznych), które zostały wyprodukowane i butelkowane w PET w Wielkiej Brytanii, zawierają do 44.7 µg/l antymonu, znacznie powyżej limitów UE dla woda z kranu 5 µg / l.
Biodegradacja
Nokardia może degradować PET za pomocą enzymu esterazy.
Japońscy naukowcy wyizolowali bakterię Ideonella sakaiensis który zawiera dwa enzymy, które mogą rozbić PET na mniejsze kawałki, które bakteria może trawić. Kolonia I. sakaiensis może rozpaść folię z tworzywa sztucznego w ciągu około sześciu tygodni.
Bezpieczeństwo
Komentarz opublikowany w Environmental Health Perspectives w kwietniu 2010 r. zasugerował, że PET może przynieść zaburzające gospodarkę hormonalną w warunkach powszechnego użytku i zalecanych badań na ten temat. Proponowane mechanizmy obejmują ługowanie ftalany jak również ługowanie antymon. Artykuł opublikowany w Dziennik Monitoringu Środowiska w kwietniu 2012 r. stwierdza, że stężenie antymonu w dejonizowana woda przechowywana w butelkach PET mieści się w dopuszczalnych granicach UE, nawet jeśli jest przechowywana krótko w temperaturze do 60°C (140°F), natomiast zawartość butelkowana (woda lub napoje bezalkoholowe) może czasami przekraczać limit UE po okresie krótszym niż rok przechowywania w pomieszczeniu temperatura.
Sprzęt do przetwarzania butelek

Istnieją dwie podstawowe metody formowania butelek PET: jednoetapowe i dwuetapowe. W formowaniu dwuetapowym stosowane są dwie oddzielne maszyny. Pierwsza maszyna wtryskowa formuje preformę, która przypomina probówkę, z gwintami zakrętki już uformowanymi na swoim miejscu. Korpus rury jest znacznie grubszy, ponieważ w drugim etapie zostanie napompowany do ostatecznego kształtu rozdmuchiwanie z rozciąganiem.
W drugim etapie preformy są szybko podgrzewane, a następnie nadmuchiwane w dwuczęściowej formie w celu uformowania z nich ostatecznego kształtu butelki. Preformy (nienadmuchane butelki) są obecnie stosowane również jako solidne i unikalne pojemniki; oprócz nowatorskich cukierków niektóre oddziały Czerwonego Krzyża rozdają je właścicielom domów w ramach programu Vial of Life w celu przechowywania historii choroby dla ratowników. Innym coraz powszechniejszym zastosowaniem preform są pojemniki do aktywności na świeżym powietrzu Geocaching.
Na maszynach jednoetapowych cały proces od surowca do gotowego pojemnika odbywa się w obrębie jednej maszyny, dzięki czemu szczególnie nadaje się do formowania kształtów niestandardowych (tzw. formowanie na zamówienie), m.in. słoików, owalu płaskiego, kształtek kolb itp. Jej największą zaletą jest redukcja przestrzeni, obsługi produktu i energii oraz znacznie wyższa jakość wizualna niż można osiągnąć w systemie dwuetapowym.
Przemysł recyklingu poliestru
W roku 2016 oszacowano, że każdego roku produkuje się 56 milionów ton PET.
Chociaż większość tworzyw termoplastycznych można w zasadzie poddać recyklingowi, Recykling butelek PET jest bardziej praktyczny niż wiele innych zastosowań tworzyw sztucznych ze względu na wysoką wartość żywicy i prawie wyłączne zastosowanie PET do szeroko stosowanego rozlewu wody i napojów gazowanych. PET ma kod identyfikacyjny żywicy z 1. Głównym zastosowaniem PET z recyklingu jest poliester włókno, taśmy i pojemniki nieżywnościowe.
Ze względu na możliwość recyklingu PET i względną obfitość odpady pokonsumenckie w postaci butelek PET szybko zyskuje udział w rynku jako włókno dywanowe. Mohawk Industries wypuścił everSTRAND w 1999 r., włókno PET w 100% poddane recyklingowi. Od tego czasu ponad 17 miliardów butelek zostało przetworzonych na włókno dywanowe. Pharr Yarns, dostawca dla wielu producentów dywanów, w tym Looptex, Dobbs Mills i Berkshire Flooring, produkuje włókno dywanowe PET typu BCF (luzem ciągłe) zawierające co najmniej 25% materiałów pochodzących z recyklingu poużytkowego.
PET, podobnie jak wiele tworzyw sztucznych, jest również doskonałym kandydatem do utylizacji termicznej (spopielanie), ponieważ składa się z węgla, wodoru i tlenu i zawiera jedynie śladowe ilości pierwiastków katalizatora (ale nie zawiera siarki). PET ma zawartość energetyczną węgla miękkiego.
W przypadku recyklingu politereftalanu etylenu, PET lub poliestru należy zasadniczo rozróżnić dwa sposoby:
- Recykling chemiczny z powrotem do początkowych oczyszczonych surowców kwas tereftalowy (PTA) lub tereftalan dimetylu (DMT) i glikol etylenowy (EG), gdzie struktura polimeru jest całkowicie zniszczona lub w procesie pośrednim, takim jak bis (2-hydroksyetylo) tereftalan
- Recykling mechaniczny, w którym oryginalne właściwości polimeru są zachowane lub odtworzone.
Recykling chemiczny PET stanie się opłacalny jedynie dzięki zastosowaniu linii recyklingu o wysokiej wydajności ponad 50,000 2000 ton rocznie. Takie linie można było zobaczyć, jeśli w ogóle, tylko w miejscach produkcji bardzo dużych producentów poliestru. W przeszłości podjęto szereg prób ustanowienia takich zakładów recyklingu chemicznego, ale bez powodzenia. Nawet obiecujący recykling chemiczny w Japonii nie stał się jak dotąd przełomem przemysłowym. Dwa powody takiego stanu rzeczy to: z jednej strony trudność spójnego i ciągłego pozyskiwania butelek na odpady w tak ogromnej ilości w jednym miejscu, a z drugiej strony stale rosnąca cena i zmienność cen zebranych butelek. Ceny butelek w belach wzrosły na przykład w latach 2008–50 z około 500 euro / tonę do ponad 2008 euro / tonę w XNUMX r.
Mechaniczny recykling lub bezpośredni obieg PET w stanie polimerycznym odbywa się obecnie w najbardziej różnorodnych wariantach. Tego rodzaju procesy są typowe dla małego i średniego przemysłu. Efektywność kosztową można już osiągnąć dzięki zdolnościom produkcyjnym w zakresie 5000–20,000 XNUMX ton rocznie. W takim przypadku możliwe są obecnie prawie wszystkie rodzaje informacji zwrotnych z materiałów pochodzących z recyklingu do obiegu materiałów. Te różnorodne procesy recyklingu są szczegółowo omówione poniżej.
Oprócz zanieczyszczeń chemicznych i degradacja W produktach wytwarzanych podczas pierwszego przetwarzania i użytkowania zanieczyszczenia mechaniczne stanowią główną część jakości amortyzacji zanieczyszczeń w strumieniu recyklingu. Surowce wtórne są coraz częściej wprowadzane do procesów produkcyjnych, które pierwotnie zostały zaprojektowane wyłącznie dla nowych materiałów. Dlatego wydajne procesy sortowania, oddzielania i czyszczenia stają się najważniejsze w przypadku wysokiej jakości poliestru z recyklingu.
Mówiąc o branży recyklingu poliestru, koncentrujemy się głównie na recyklingu butelek PET, które są używane do wszelkiego rodzaju opakowań płynnych, takich jak woda, gazowane napoje bezalkoholowe, soki, piwo, sosy, detergenty, chemia gospodarcza i tak dalej. Butelki są łatwe do odróżnienia ze względu na kształt i konsystencję i oddzielone od strumieni odpadów z tworzyw sztucznych za pomocą procesów automatycznych lub ręcznego sortowania. Ugruntowany przemysł recyklingu poliestru składa się z trzech głównych sekcji:
- Zbieranie butelek PET i segregacja odpadów: logistyka odpadów
- Produkcja czystych płatków butelkowych: produkcja płatków
- Konwersja płatków PET na produkty końcowe: przetwarzanie płatków
Produkt pośredni z pierwszej sekcji to belowane odpady z butelek o zawartości PET większej niż 90%. Najbardziej popularną formą handlu jest bela, ale również cegiełki, a nawet luźne, wstępnie pocięte butelki są powszechne na rynku. W drugiej części zebrane butelki są przekształcane w czyste płatki butelek PET. Ten etap może być mniej lub bardziej złożony i skomplikowany w zależności od wymaganej jakości końcowej płatków. W trzecim etapie płatki butelek PET są przetwarzane na wszelkiego rodzaju produkty, takie jak folia, butelki, włókno, filament, wiązanie lub półprodukty, takie jak granulki do dalszego przetwarzania i inżynierii tworzyw sztucznych.
Poza tym zewnętrznym (poużytkowym) recyklingiem butelek poliestrowych istnieje szereg wewnętrznych procesów recyklingu (przedkonsumpcyjnych), w których zmarnowany materiał polimerowy nie opuszcza miejsca produkcji na wolny rynek, a zamiast tego jest ponownie wykorzystywany w tym samym obwodzie produkcyjnym. W ten sposób odpady z włókien są bezpośrednio ponownie wykorzystywane do produkcji włókna, odpady z preform są bezpośrednio ponownie wykorzystywane do produkcji preform, a odpady z folii są bezpośrednio ponownie wykorzystywane do produkcji folii.
Recykling butelek PET
Oczyszczanie i odkażanie
Sukces każdej koncepcji recyklingu jest ukryty w skuteczności oczyszczania i odkażania we właściwym miejscu podczas przetwarzania oraz w niezbędnym lub pożądanym zakresie.
Zasadniczo obowiązują następujące zasady: im wcześniej w procesie zostaną usunięte substancje obce, a im dokładniej zostanie to wykonane, tym bardziej wydajny jest proces.
Wysokość Plastyfikator temperatura PET w zakresie 280 ° C (536 ° F) jest powodem, dla którego prawie wszystkie typowe zanieczyszczenia organiczne, takie jak PVC, PLA, poliolefina, chemiczna pulpa drzewna i włókna papierowe, polioctan winylu, klej topliwy, barwniki, cukier i białko pozostałości przekształcają się w kolorowe produkty degradacji, które z kolei mogą uwalniać dodatkowo reaktywne produkty degradacji. Wówczas znacznie wzrasta liczba defektów w łańcuchu polimeru. Rozkład wielkości cząstek zanieczyszczeń jest bardzo szeroki, duże cząstki o wielkości 60–1000 µm – widoczne gołym okiem i łatwe do filtrowania – stanowią mniejsze zło, ponieważ ich całkowita powierzchnia jest stosunkowo mała, a zatem prędkość degradacji jest mniejsza. Stosunkowo większy jest wpływ cząstek mikroskopijnych, które – ponieważ jest ich wiele – zwiększają częstotliwość defektów polimeru.
Motto „Czego oko nie widzi, tego serce nie może żałować” uznawane jest za bardzo ważne w wielu procesach recyklingu. Dlatego też, poza skutecznym sortowaniem, szczególną rolę w tym przypadku odgrywa usuwanie widocznych cząstek zanieczyszczeń poprzez procesy filtracji w stanie stopionym.
Ogólnie można powiedzieć, że procesy wytwarzania płatków z butelek PET ze zebranych butelek są tak wszechstronne, jak różne strumienie odpadów różnią się składem i jakością. Ze względu na technologię nie można tego zrobić w jeden sposób. Tymczasem istnieje wiele firm inżynieryjnych oferujących instalacje i komponenty do produkcji płatków i trudno jest zdecydować się na jeden lub inny projekt instalacji. Niemniej jednak istnieją procesy, które podzielają większość tych zasad. W zależności od składu i poziomu zanieczyszczeń materiału wejściowego stosuje się następujące ogólne etapy procesu.
- Otwarcie beli, otwarcie brykietu
- Sortowanie i selekcja dla różnych kolorów, obcych polimerów, zwłaszcza PCW, ciał obcych, usuwanie folii, papieru, szkła, piasku, ziemi, kamieni i metali
- Mycie wstępne bez cięcia
- Zgrubne cięcie na sucho lub w połączeniu z praniem wstępnym
- Usuwanie kamieni, szkła i metalu
- Przesiewanie powietrzem w celu usunięcia folii, papieru i etykiet
- Szlifowanie, suche i / lub mokre
- Usuwanie polimerów o małej gęstości (kubków) poprzez różnice gęstości
- Pranie na gorąco
- Mycie żrące i trawienie powierzchni, utrzymywanie lepkości granicznej i odkażanie
- Płukanie
- Płukanie czystą wodą
- Wysuszenie
- Przesiewanie płatków
- Automatyczne sortowanie płatków
- Technologia obiegu wody i uzdatniania wody
- Kontrola jakości płatków



Zanieczyszczenia i wady materiałowe
Liczba możliwych zanieczyszczeń i wad materiałowych, które gromadzą się w materiale polimerowym, stale rośnie - zarówno podczas przetwarzania, jak i przy użyciu polimerów - biorąc pod uwagę wydłużony okres użytkowania, rosnące zastosowania końcowe i powtarzalny recykling. Jeśli chodzi o butelki PET pochodzące z recyklingu, wymienione wady można podzielić na następujące grupy:
- Reaktywne poliestrowe grupy końcowe OH lub COOH są przekształcane w martwe lub niereaktywne grupy końcowe, np. Tworzenie estrowych grup końcowych winylu poprzez odwodnienie lub dekarboksylację kwasu tereftalanowego, reakcja grup końcowych OH lub COOH z monofunkcyjną degradacją produkty takie jak kwasy monowęglowe lub alkohole. Wynikiem jest zmniejszona reaktywność podczas ponownej polikondensacji lub ponownego SSP i poszerzenie rozkładu masy cząsteczkowej.
- Proporcja grup końcowych przesuwa się w kierunku grup końcowych COOH zbudowanych przez degradację termiczną i oksydacyjną. Wynikiem jest spadek reaktywności i wzrost kwasowego rozkładu autokatalitycznego podczas obróbki termicznej w obecności wilgoci.
- Zwiększa się liczba wielofunkcyjnych makrocząsteczek. Akumulacja żeli i wady rozgałęzień o długim łańcuchu.
- Rośnie liczba, stężenie i różnorodność niepolimerowych organicznych i nieorganicznych substancji obcych. Przy każdym nowym stresie termicznym obce substancje organiczne będą reagować przez rozkład. Powoduje to uwalnianie dalszych substancji sprzyjających degradacji i substancji barwiących.
- Grupy wodorotlenków i nadtlenków gromadzą się na powierzchni produktów wykonanych z poliestru w obecności powietrza (tlenu) i wilgoci. Proces ten jest przyspieszany przez światło ultrafioletowe. Podczas późniejszego procesu leczenia nadtlenki wodoru są źródłem rodników tlenowych, które są źródłem degradacji oksydacyjnej. Zniszczenie nadtlenków ma nastąpić przed pierwszą obróbką termiczną lub podczas plastyfikacji i może być wspomagane odpowiednimi dodatkami, takimi jak przeciwutleniacze.
Biorąc pod uwagę wyżej wspomniane defekty chemiczne i zanieczyszczenia, zachodzi ciągła modyfikacja następujących właściwości polimeru podczas każdego cyklu recyklingu, które można wykryć za pomocą chemicznej i fizycznej analizy laboratoryjnej.
W szczególności:
- Wzrost grup końcowych COOH
- Zwiększenie liczby kolorów b
- Wzrost zamglenia (produkty przezroczyste)
- Wzrost zawartości oligomeru
- Zmniejszenie filtrowalności
- Wzrost zawartości produktów ubocznych, takich jak aldehyd octowy, formaldehyd
- Wzrost ilości ekstrahowalnych obcych zanieczyszczeń
- Zmniejszenie koloru L.
- Zmniejszenie o lepkość graniczna lub lepkość dynamiczna
- Spadek temperatury krystalizacji i wzrost prędkości krystalizacji
- Zmniejszenie właściwości mechanicznych, takich jak wytrzymałość na rozciąganie, wydłużenie przy zerwaniu lub moduł sprężystości
- Poszerzenie rozkładu masy cząsteczkowej
Tymczasem recykling butelek PET jest standardowym procesem przemysłowym oferowanym przez wiele różnych firm inżynieryjnych.
Przykłady przetwarzania poliestru pochodzącego z recyklingu
Procesy recyklingu z użyciem poliestru są prawie tak zróżnicowane, jak procesy produkcyjne oparte na pierwotnych granulkach lub stopach. W zależności od czystości materiałów pochodzących z recyklingu, poliester można obecnie stosować w większości procesów produkcji poliestru w postaci mieszanki z pierwotnym polimerem lub coraz częściej jako 100% polimer z recyklingu. Niektóre wyjątki, takie jak folia BOPET o małej grubości, specjalne zastosowania, takie jak folia optyczna lub przędza poprzez przędzenie FDY przy> 6000 m / min, mikrowłókna i mikrowłókna są produkowane wyłącznie z pierwotnego poliestru.
Proste ponowne granulowanie płatków butelkowych
Proces ten polega na przekształceniu odpadów butelkowych w płatki, poprzez suszenie i krystalizację płatków, uplastycznianie i filtrowanie oraz granulację. Produkt jest regranulatem amorficznym o lepkości granicznej w zakresie 0.55–0.7 dℓ/g, w zależności od stopnia całkowitego wstępnego wysuszenia płatków PET.
Cechą szczególną są: aldehyd octowy i oligomery zawarte w granulkach na niższym poziomie; lepkość jest jakoś zmniejszona, granulki są amorficzne i muszą być krystalizowane i suszone przed dalszym przetwarzaniem.
Przetwarzanie do:
- Folia A-PET dla termoformowanie
- Dodatek do produkcji dziewiczej PET
- BOPET folia opakowaniowa
- Butelki PET żywica przez SSP
- Przędza dywanowa
- Tworzywa sztuczne
- Filaments
- Włóknina
- Paski do pakowania
- Włókno odcinkowe.
Wybór sposobu ponownego granulacji oznacza dodatkowy proces konwersji, który z jednej strony jest energochłonny i kosztowny i powoduje zniszczenie termiczne. Z drugiej strony etap granulowania zapewnia następujące korzyści:
- Intensywna filtracja stopu
- Pośrednia kontrola jakości
- Modyfikacja przez dodatki
- Wybór produktu i separacja według jakości
- Zwiększona elastyczność przetwarzania
- Ujednolicenie jakości.
Produkcja granulek PET lub płatków do butelek (butelka do butelki) i A-PET
Proces ten jest w zasadzie podobny do opisanego powyżej; jednakże wytworzone peletki są bezpośrednio (w sposób ciągły lub nieciągły) krystalizowane, a następnie poddawane polikondensacji w stanie stałym (SSP) w suszarce bębnowej lub reaktorze z rurą pionową. Podczas tego etapu przetwarzania ponownie odbudowuje się odpowiednią lepkość graniczną 0.80–0.085 dℓ/g, jednocześnie zmniejszając zawartość aldehydu octowego do < 1 ppm.
Fakt, że niektórzy producenci maszyn i konstruktorzy linii w Europie i USA starają się oferować niezależne procesy recyklingu, np. tzw. proces od butelki do butelki (B-2-B), taki jak BePET, Starlingera, URRC lub BÜHLER, ma na celu ogólne przedstawienie dowodu na „istnienie” wymaganych pozostałości po ekstrakcji i usunięcie modelowych zanieczyszczeń zgodnie z FDA przy zastosowaniu tzw. testu prowokacyjnego, który jest niezbędny do zastosowania poddanego obróbce poliestru w procesie sektor spożywczy. Oprócz zatwierdzenia procesu konieczne jest jednak, aby każdy użytkownik takiego procesu stale sprawdzał limity FDA dla surowców wytwarzanych przez siebie na potrzeby swojego procesu.
Bezpośrednia konwersja płatków butelkowych
Aby zaoszczędzić na kosztach, rosnąca liczba producentów półproduktów poliestrowych, takich jak przędzalnie, taśmarnie lub folie lane, pracuje nad bezpośrednim wykorzystaniem płatków PET, od obróbki zużytych butelek, z myślą o produkcji rosnącej liczba półproduktów poliestrowych. Aby wyregulować niezbędną lepkość, oprócz skutecznego suszenia płatków, konieczne może być również odtworzenie lepkości poprzez polikondensacja w fazie stopionej lub polikondensacji płatków w stanie stałym. W najnowszych procesach przetwarzania płatków PET stosuje się wytłaczarki dwuślimakowe, wytłaczarki wieloślimakowe lub systemy wieloobrotowe oraz przypadkowe odgazowanie próżniowe w celu usunięcia wilgoci i uniknięcia wstępnego suszenia płatków. Procesy te pozwalają na konwersję niesuszonych płatków PET bez znacznego spadku lepkości spowodowanego hydrolizą.
Jeśli chodzi o zużycie płatków z butelek PET, główna część wynosząca około 70% jest przetwarzana na włókna i włókna ciągłe. Podczas stosowania bezpośrednio wtórnych materiałów, takich jak płatki butelkowe w procesach przędzenia, istnieje kilka zasad przetwarzania.
Procesy przędzenia z dużą prędkością do produkcji POY zwykle wymagają lepkości 0.62–0.64 dℓ/g. Począwszy od płatków butelkowych, lepkość można regulować poprzez stopień wysuszenia. Dodatkowe zastosowanie TiO2 jest niezbędny do przędzy pełnej matowej lub częściowo matowej. W celu ochrony dysz przędzalniczych konieczna jest skuteczna filtracja stopu. Na razie ilość POY wykonana w 100% z poliestru z recyklingu jest raczej niska, ponieważ proces ten wymaga wysokiej czystości stopu przędzalniczego. Przez większość czasu stosuje się mieszankę granulatu z pierwszego tłoczenia i z recyklingu.
Włókna odcinkowe są przędzione w zakresie lepkości istotnej, który jest nieco niższy i który powinien wynosić między 0.58 a 0.62 dℓ / g. Również w tym przypadku wymaganą lepkość można regulować poprzez suszenie lub regulację próżniową w przypadku wytłaczania próżniowego. Do regulacji lepkości dodano jednak modyfikator długości łańcucha glikol etylenowy or glikol dietylenowy można również użyć.
Przędza włókninowa - w polu cienkiego miana do zastosowań tekstylnych, a także ciężka przędza włókninowa jako podstawowe materiały, np. Na pokrycia dachowe lub w budownictwie drogowym - może być wytwarzana przez przędzenie płatków butelkowych. Lepkość przędzenia ponownie mieści się w zakresie 0.58–0.65 dℓ / g.
Jednym z obszarów o rosnącym zainteresowaniu, w którym stosuje się materiały z recyklingu, jest wytwarzanie pasków opakowaniowych o wysokiej wytrzymałości i monowłókien. W obu przypadkach początkowy surowiec jest głównie materiałem z recyklingu o wyższej lepkości istotnej. Paski opakowaniowe o wysokiej wytrzymałości, a także monowłókno są następnie wytwarzane w procesie przędzenia ze stopu.
Recykling do monomerów
Politereftalan etylenu można depolimeryzować, uzyskując składowe monomery. Po oczyszczeniu monomery można wykorzystać do wytworzenia nowego politereftalanu etylenu. Wiązania estrowe w politereftalanie etylenu można rozszczepić poprzez hydrolizę lub transestryfikację. Reakcje są po prostu odwrotne do stosowanych w produkcji.
Częściowa glikoliza
Częściowa glikoliza (transestryfikacja glikolem etylenowym) przekształca sztywny polimer w krótkołańcuchowe oligomery, które można filtrować w stanie stopionym w niskiej temperaturze. Po uwolnieniu zanieczyszczeń oligomery można ponownie wprowadzić do procesu produkcyjnego polimeryzacji.
Zadanie polega na podawaniu 10-25% płatków butelkowych przy zachowaniu jakości produkowanego na linii pelletu butelkowego. Cel ten rozwiązuje się poprzez degradację płatków butelek PET – już podczas ich pierwszej plastyfikacji, którą można przeprowadzić w wytłaczarce jedno- lub wieloślimakowej – do lepkości granicznej około 0.30 dℓ/g poprzez dodanie niewielkich ilości glikolu etylenowego i poprzez poddanie strumienia stopu o niskiej lepkości skutecznej filtracji bezpośrednio po plastyfikacji. Ponadto temperatura jest obniżana do najniższego możliwego poziomu. Ponadto przy takim sposobie przetwarzania możliwa jest możliwość chemicznego rozkładu wodoronadtlenków poprzez dodanie odpowiedniego stabilizatora P bezpośrednio podczas plastyfikacji. W przypadku innych procesów niszczenie grup wodoronadtlenkowych przeprowadza się już podczas ostatniego etapu obróbki płatków, na przykład przez dodanie H3PO3. Częściowo glikolizowany i drobno przefiltrowany materiał pochodzący z recyklingu jest w sposób ciągły podawany do reaktora estryfikacji lub wstępnej polikondensacji, przy czym dozowane ilości surowców są odpowiednio dostosowywane.
Całkowita glikoliza, metanoliza i hydroliza
Przetwarzanie odpadów poliestru poprzez całkowitą glikolizę w celu pełnego przekształcenia poliestru w bis (2-hydroksyetylo) tereftalan (C6H4(CO2CH2CH2O)2). Związek ten oczyszcza się przez destylację próżniową i jest jednym z półproduktów stosowanych w produkcji poliestrów. Zachodząca reakcja jest następująca:
- [(CO)C6H4(CO2CH2CH2O)]n + n HIGH2CH2O → n C6H4(CO2CH2CH2O)2
Ta droga recyklingu została wykonana na skalę przemysłową w Japonii jako produkcja eksperymentalna.
Podobnie jak w przypadku całkowitej glikolizy, metanoliza przekształca poliester w tereftalan dimetylu, które można filtrować i destylować próżniowo:
- [(CO)C6H4(CO2CH2CH2O)]n + 2n CH3O → n C6H4(CO2CH3)2
Metanoliza jest obecnie rzadko przeprowadzana w przemyśle, ponieważ produkcja poliestrów na bazie tereftalanu dimetylu ogromnie się skurczyła, a wielu producentów tereftalanu dimetylu zniknęło.
Podobnie jak powyżej, politereftalan etylenu można hydrolizować do kwasu tereftalowego i glikol etylenowy pod wysoką temperaturą i ciśnieniem. Powstały surowy kwas tereftalowy można oczyścić rekrystalizacja w celu uzyskania materiału odpowiedniego do ponownej polimeryzacji:
- [(CO)C6H4(CO2CH2CH2O)]n + 2n H2O → n C6H4(CO2H)2 + n HIGH2CH2OH
Wydaje się, że metoda ta nie została jeszcze skomercjalizowana.